



Ի՞նչ է մագնիսը:
Մագնիսը նյութ է, որն ակնհայտ ուժ է գործադրում իր վրա՝ առանց այլ նյութերի հետ ֆիզիկական շփման։ Այս ուժը կոչվում է մագնիսականություն: Մագնիսական ուժը կարող է ձգել կամ վանել: Հայտնի նյութերի մեծ մասը պարունակում է որոշակի մագնիսական ուժ, սակայն այդ նյութերում մագնիսական ուժը շատ փոքր է: Որոշ նյութերի համար մագնիսական ուժը շատ մեծ է, ուստի այդ նյութերը կոչվում են մագնիսներ: Երկիրն ինքնին նույնպես հսկայական մագնիս է:
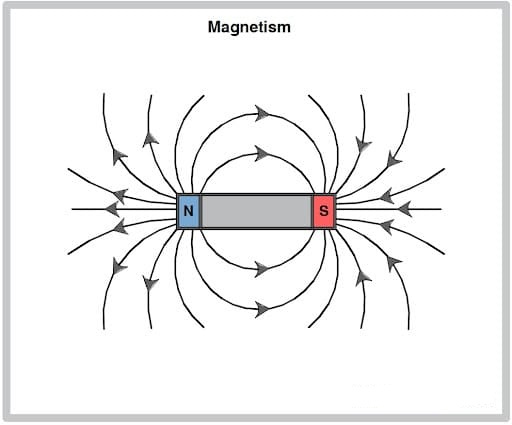
Բոլոր մագնիսների վրա կա երկու կետ, որտեղ մագնիսական ուժն ամենամեծն է: Նրանք հայտնի են որպես բևեռներ: Ուղղանկյուն ձողային մագնիսի վրա բևեռները ուղղակիորեն գտնվում են միմյանց դեմ: Նրանք կոչվում են Հյուսիսային բևեռ կամ հյուսիս փնտրող բևեռ, իսկ Հարավային բևեռ կամ հարավ փնտրող բևեռ:
Մագնիս կարելի է պարզապես պատրաստել՝ վերցնելով գոյություն ունեցող մագնիսը և դրանով քսելով մետաղի մի կտոր։ Օգտագործվող այս մետաղական կտորը պետք է անընդհատ քսել մեկ ուղղությամբ: Սա ստիպում է այդ մետաղական կտորի էլեկտրոններին սկսել պտտվել նույն ուղղությամբ: Էլեկտրական հոսանքն ունակ է նաև մագնիսներ ստեղծել։ Քանի որ էլեկտրականությունը էլեկտրոնների հոսք է, երբ շարժական էլեկտրոնները շարժվում են մետաղալարով, նրանք իրենց հետ կրում են նույն ազդեցությունը, ինչ էլեկտրոնները, որոնք պտտվում են ատոմային միջուկի շուրջը: Սա կոչվում է էլեկտրամագնիս:
Նրանց էլեկտրոնների դասավորվածության շնորհիվ մետաղները՝ նիկելը, կոբալտը, երկաթը և պողպատը շատ լավ մագնիսներ են ստեղծում։ Այս մետաղները կարող են ընդմիշտ մնալ մագնիսներ, երբ նրանք դառնան մագնիսներ: Այսպիսով կրելով կոշտ մագնիսներ անունը: Այնուամենայնիվ, այս մետաղները և մյուսները կարող են ժամանակավորապես մագնիսների պես վարվել, եթե դրանք ենթարկվել են կամ մոտենալ կոշտ մագնիսին: Այնուհետեւ նրանք կրում են փափուկ մագնիսներ անունը:
Ինչպես է աշխատում մագնիսությունը
Մագնիսականությունը տեղի է ունենում, երբ էլեկտրոն կոչվող փոքրիկ մասնիկները ինչ-որ կերպ շարժվում են: Ամբողջ նյութը կազմված է միավորներից, որոնք կոչվում են ատոմներ, որոնք իրենց հերթին կազմված են էլեկտրոններից և այլ մասնիկներից, որոնք նեյտրոններ և պրոտոններ են։ Այս էլեկտրոնները հակված են պտտվել միջուկի շուրջ, որը պարունակում է վերը նշված մյուս մասնիկները։ Փոքրիկ մագնիսական ուժը պայմանավորված է այս էլեկտրոնների պտույտով: Որոշ դեպքերում օբյեկտի շատ էլեկտրոններ պտտվում են մեկ ուղղությամբ: Էլեկտրոններից ստացված բոլոր այս փոքրիկ մագնիսական ուժերի արդյունքը մեծ մագնիս է:
Փոշու պատրաստում
Հարմար քանակությամբ երկաթ, բոր և նեոդիմում տաքացվում է վակուումի տակ կամ ինդուկցիոն հալման վառարանում հալվելու համար՝ օգտագործելով իներտ գազ: Վակուումի օգտագործումը հալվող նյութերի և օդի միջև քիմիական ռեակցիաները կանխելու համար է: Երբ հալված համաձուլվածքը սառչում է, այն կոտրվում և մանրացված է` ձևավորելով փոքր մետաղական շերտեր: Այնուհետև մանր կտորները փոշիացվում և մանրացված են նուրբ փոշու մեջ, որը տատանվում է 3-ից 7 միկրոն տրամագծով: Նոր ձևավորված փոշին շատ ռեակտիվ է և կարող է օդում բռնկվել և պետք է հեռու պահել թթվածնի ազդեցությունից:
Իզոստատիկ խտացում
Իզոստատիկ խտացման գործընթացը կոչվում է նաև սեղմում։ Փոշիացված մետաղը վերցվում և տեղադրվում է կաղապարի մեջ։ Այս կաղապարը կոչվում է նաև ձուլակտոր: Որպեսզի փոշիացված նյութը համապատասխանի փոշու մասնիկներին, գործադրվում է մագնիսական ուժ, և մագնիսական ուժի կիրառման ժամանակաշրջանում օգտագործվում են հիդրավլիկ խոյեր՝ այն ամբողջությամբ սեղմելու համար նախատեսվածից 0,125 դյույմ (0,32 սմ) սահմաններում։ հաստությունը։ Բարձր ճնշումները սովորաբար օգտագործվում են 10,000 psi-ից մինչև 15,000 psi (70 ՄՊա-ից մինչև 100 ՄՊա): Այլ նմուշներ և ձևեր արտադրվում են՝ նյութերը դնելով հերմետիկ տարհանված տարայի մեջ՝ նախքան գազի ճնշման միջոցով դրանք ցանկալի ձևը սեղմելը:
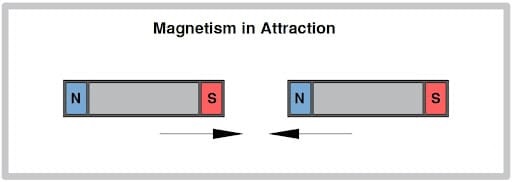
Օրինակ՝ փայտը, ջուրը և օդը վերցնող նյութերի մեծ մասն ունեն մագնիսական հատկություններ, որոնք շատ թույլ են: Մագնիսները շատ ուժեղ ձգում են նախկին մետաղները պարունակող առարկաները: Նրանք նաև ձգում կամ վանում են այլ կոշտ մագնիսներ, երբ դրանք մոտեցվում են։ Այս արդյունքը պայմանավորված է նրանով, որ յուրաքանչյուր մագնիս ունի երկու հակադիր բևեռ: Հարավային բևեռները ձգում են այլ մագնիսների հյուսիսային բևեռները, բայց նրանք վանում են մյուս հարավային բևեռները և հակառակը։
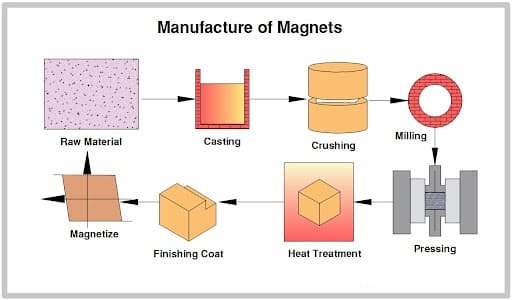
Մագնիսների արտադրություն
Մագնիսների արտադրության մեջ օգտագործվող ամենատարածված մեթոդը կոչվում է փոշի մետալուրգիա: Քանի որ մագնիսները բաղկացած են տարբեր նյութերից, դրանց արտադրության գործընթացները նույնպես տարբեր են և յուրօրինակ: Օրինակ, էլեկտրամագնիսները պատրաստվում են մետաղի ձուլման տեխնիկայի միջոցով, մինչդեռ ճկուն մշտական մագնիսները արտադրվում են պլաստիկ արտամղման գործընթացներում, որոնցում հումքը խառնվում է ջերմության մեջ՝ նախքան ծայրահեղ ճնշման պայմաններում բացվածքով անցնելը: Ստորև ներկայացված է մագնիսի արտադրության գործընթացը:
Մագնիսների ընտրության բոլոր կարևոր և կարևոր ասպեկտները պետք է քննարկվեն ինչպես ինժեներական, այնպես էլ արտադրական թիմերի հետ: Մագնիսացման գործընթացը մագնիսների արտադրության գործընթացների վրա, այս պահին նյութը սեղմված մետաղի կտոր է: Թեև այն գործադրվել է մագնիսական ուժի վրա իզոստատիկ սեղմման գործընթացում, ուժը նյութի վրա մագնիսական ազդեցություն չի թողել, այն միայն շարել է չամրացված փոշու մասնիկները: Կտորը բերվում է ուժեղ էլեկտրամագնիսի բևեռների միջև և այնուհետև կողմնորոշվում մագնիսացման համար նախատեսված ուղղությամբ: Էլեկտրամագնիսը ակտիվացնելուց հետո մագնիսական ուժը հավասարեցնում է մագնիսական տիրույթները նյութի ներսում՝ կտորը դարձնելով շատ ուժեղ մշտական մագնիս:
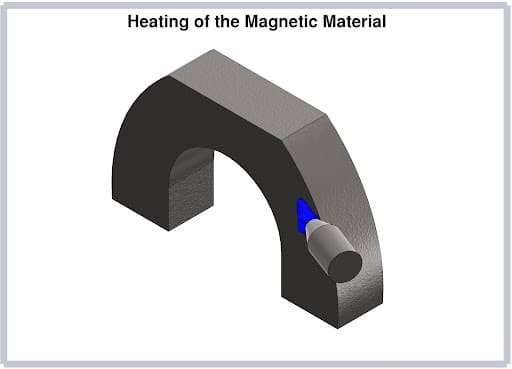
Նյութի ջեռուցում
Իզոստատիկ խտացման պրոցեսից հետո փոշիացված մետաղի շղարշը առանձնացնում են ձողից և դնում ջեռոցը։ Պղտորումը սեղմված փոշիացված մետաղներին ջերմություն ավելացնելու գործընթացն է կամ մեթոդը, որպեսզի հետագայում դրանք վերածվեն միաձուլված, ամուր մետաղի կտորների:
Տաքացման գործընթացը հիմնականում բաղկացած է երեք փուլից. Նախնական փուլի գործընթացում սեղմված նյութը տաքացվում է շատ ցածր ջերմաստիճաններում, որպեսզի հեռացնեն բոլոր խոնավությունը կամ բոլոր աղտոտիչ նյութերը, որոնք կարող էին հայտնվել իզոստատիկ խտացման գործընթացում: Պղտորման երկրորդ փուլի ժամանակ ջերմաստիճանի բարձրացում կա մինչև համաձուլվածքի հալման կետի մոտ 70-90%-ը: Այնուհետև ջերմաստիճանը պահվում է այնտեղ ժամերի կամ օրերի ընթացքում, որպեսզի փոքր մասնիկները համընկնեն, կապվեն և միաձուլվեն: Պղտորման վերջնական փուլն այն է, երբ նյութը շատ դանդաղ սառչում է վերահսկվող ջերմաստիճանի բարձրացումներով:
Նյութի կռում
Ջեռուցման գործընթացից հետո գալիս է եռացման գործընթացը: Սա այն դեպքում, երբ սինթրած նյութը ենթարկվում է ևս մեկ քայլ առ քայլ վերահսկվող ջեռուցման և հովացման գործընթացի՝ նյութի ներսում մնացած ցանկացած կամ բոլոր մնացորդային սթրեսները հեռացնելու և այն ավելի ամուր դարձնելու համար:
Մագնիսների հարդարում
Վերոնշյալ սինտրացված մագնիսները բաղկացած են մշակման որոշակի մակարդակից կամ աստիճանից՝ սկսած դրանք հարթ և զուգահեռ մանրացնելուց կամ բլոկային մագնիսներից ավելի փոքր մասերի ձևավորումից: Մագնիս պատրաստող նյութը շատ կոշտ է և փխրուն (Rockwell C 57-ից 61): Հետևաբար, այս նյութին անհրաժեշտ են ադամանդե անիվներ կտրատման գործընթացների համար, դրանք նաև օգտագործվում են հղկող անիվների համար՝ հղկման գործընթացների համար: Կտրման գործընթացը կարող է կատարվել մեծ ճշգրտությամբ և սովորաբար վերացնում է մանրացման գործընթացի անհրաժեշտությունը: Վերոհիշյալ գործընթացները պահանջում են շատ զգույշ կատարել՝ կծկելը և ճաքելը նվազեցնելու համար:
Կան դեպքեր, երբ վերջնական մագնիսական կառուցվածքը կամ ձևը շատ հարմար է ադամանդաձև հղկման անիվով մշակելու համար, ինչպիսին հացի հացն է: Վերջնական ձևի վերջնական արդյունքը անցնում է հղկող անիվից, և հղկող անիվը ապահովում է ճշգրիտ և ճշգրիտ չափսեր: Կառուցված արտադրանքը այնքան մոտ է պատրաստի ձևին և չափերին, որ ցանկալի է, որ այն պատրաստվի: Ցանցի մոտ ձևն այն անվանումն է, որը սովորաբար տրվում է այս պայմանին: Վերջին և վերջնական մշակման գործընթացը հեռացնում է ցանկացած ավելորդ նյութ և ներկայացնում է շատ հարթ մակերես, որտեղ անհրաժեշտ է: Ի վերջո, մակերեսը կնքելու համար նյութին տրվում է պաշտպանիչ ծածկույթ:
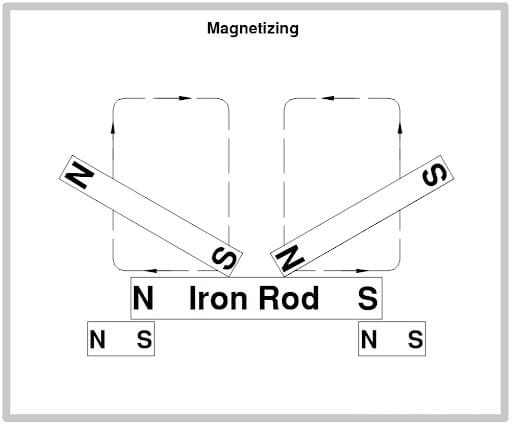
Մագնիսացման գործընթաց
Մագնիսացումը հետևում է հարդարման գործընթացին, և երբ արտադրական գործընթացն ավարտված է, մագնիսը լիցքավորման կարիք ունի՝ արտաքին մագնիսական դաշտ ստեղծելու համար: Դրան հասնելու համար օգտագործվում է solenoid: Solenoid-ը խոռոչ գլան է, որի մեջ կարող են տեղադրվել տարբեր չափերի և ձևերի մագնիսներ, կամ մագնիսական սարքերի հետ միասին ստեղծվում է մագնիսական տարբեր նախշեր կամ ձևավորումներ հաղորդելու համար: Այս հզոր մագնիսների հետ աշխատելուց և հավաքելուց խուսափելու համար իրենց մագնիսացված պայմաններում մեծ հավաքույթները կարող են մագնիսացվել: . Պետք է հաշվի առնել մագնիսացնող դաշտի պահանջները, որոնք շատ էական են:
Հրապարակման ժամանակը՝ հուլիս-05-2022